Flexible. Intégré. Complet.
mapp CNC simplifie la mise en œuvre des axes CNC dans les systèmes de fabrication et facilite ainsi le développement et le déploiement des applications CNC. Ce composant logiciel offre une palette d'outils complète pour tous types de cinématiques CNC.

Augmentez votre productivité

Réduisez vos coûts
mapp CNC fonctionne avec du matériel d'automatisation standard. Il est ainsi possible de piloter plusieurs groupes d'axes CNC avec un automate classique.
Unifiez le contrôle CNC et le contrôle de machine
mapp CNC intègre entièrement les applications CNC au système de contrôle des machines, avec une synchronisation à la microseconde près.

Intégrez votre savoir-faire
mapp CNC peut être combiné avec des programmes écrits en C/C++, langages IEC 61131 ou code G, et avec des commandes définies par l'utilisateur.

Programmer une application CNC n'a jamais été aussi simple
Les composants logiciels préconfigurés de mapp CNC facilitent la mise en œuvre de la technologie CNC comme jamais auparavant.
mapp CNC Licensing
mapp CNC génère de la valeur ajoutée pour votre machine

Bibliothèque CNC
La bibliothèque CNC simplifie considérablement le développement des machines CNC. Les templates proposés pour systèmes CNC comprenant jusqu'à six axes linéaires ou axes d'orientation (plus les axes additionnels) permettent de configurer de multiples variantes machines par simple glisser-déposer. Et tout ceci est réalisé sans écrire une seule ligne de code.

Programmes CNC
L'accès aux très nombreuses fonctionnalités du système CNC s'effectue simplement en code G ou M (DIN 66025). L'interpréteur de mapp Motion offre en plus la possibilité d'exécuter des programmes en Texte Structuré ou dans des langages utilisateur. Il est également possible de créer des applications dans tous les langages IEC 61131 ainsi qu'en C et C++. Même les programmes générés automatiquement depuis des systèmes de CAO/FAO s'intègrent facilement.
Outils
La fonction Tools simplifie grandement l'utilisation et la gestion des outils. Les dimensions et l'orientation des outils peuvent non seulement être enregistrées, mais aussi Il est même possible d'ajouter de nouveaux outils pendant le fonctionnement. Les données relatives aux outils sont prises en compte pour la transformation cinématique de l'effecteur (TCP) et pour la planification de trajectoire.
Frames
La fonction Frame permet de définir la position et l'orientation d'un système de coordonnées dans l'espace cartésien. Les données peuvent être prédéfinies dans des tables ou paramétrées pendant le fonctionnement. La position de la machine et la position de la pièce d'usinage peuvent être ainsi définies et corrigées. Les mouvements peuvent être programmés par rapport à une station de travail ou par rapport à un changeur d'outil.
Compensation géométrique
La compensation géométrique permet de compenser l'effet de certains facteurs d'imprécision sur les machines comme, par exemple, les tolérances liés à la production, les défauts d'alignement, ou encore les déformations élastiques. Quelques paramétrages simples, que l'on peut activer plusieurs fois et de manière combinée, et qui agissent sur les déviations bi- ou tridimensionnelles, suffisent pour atteindre une grande précision sur toute la zone de travail.
Broche
mapp CNC comprend un contrôleur de broches intégré, ce qui facilite la réalisation d'applications de tournage, perçage ou taraudage. Toutes les fonctions nécessaires comme, par exemple, la découpe à vitesse constante ou le mouvement d'avance par tour sont intégrées. Les tâches de positionnement peuvent être aussi réalisées avec une broche, le passage d'un contrôle de vitesse à un contrôle de position étant parfaitement fluide.
Commutation de signaux
Cette fonction permet d'activer ou désactiver des signaux directement depuis le programme en cours. Il est ainsi possible, par exemple, d'émettre ou éteindre un faisceau laser à la microseconde près dans des applications à grande vitesse. La position du signal peut être définie par l'intermédiaire d'une distance ou d'un temps.
Mesurage
La fonction de mesurage permet de lire les positions exactes des axes CNC au moment où un signal trigger est détecté. Ceci permet d'étalonner la position de la pièce de travail ainsi que les dimensions de l'outil. Le mouvement de trajectoire peut être stoppé lorsqu'un signal trigger est détecté.
Correction de rayon d'outil
La compensation du rayon de l'outil permet de programmer des contours de pièces sans prendre en compte la géométrie de l'outil. mapp CNC calcule automatiquement la trajectoire appropriée pour l'outil utilisé, détection de goulot d'étranglement incluse. Cette fonction répond particulièrement bien aux besoins des applications de fraisage et de découpe.
Compresseur
Le compresseur transforme une succession de segments de droite en un contour continu et sans point anguleux. Il est ainsi possible, par exemple, convertir les données générées par des systèmes de CAO/FAO en mouvements lisses et rapides pour réaliser des surfaces aux formes libres. Quelques paramétrages simples suffisent pour optimiser la vitesse et la précision en fonction des besoins de l'application. Ceci accroît l'efficacité du process et réduit l'usure sur la machine.
Exemple d'utilisation :
Fraisage 5 axes
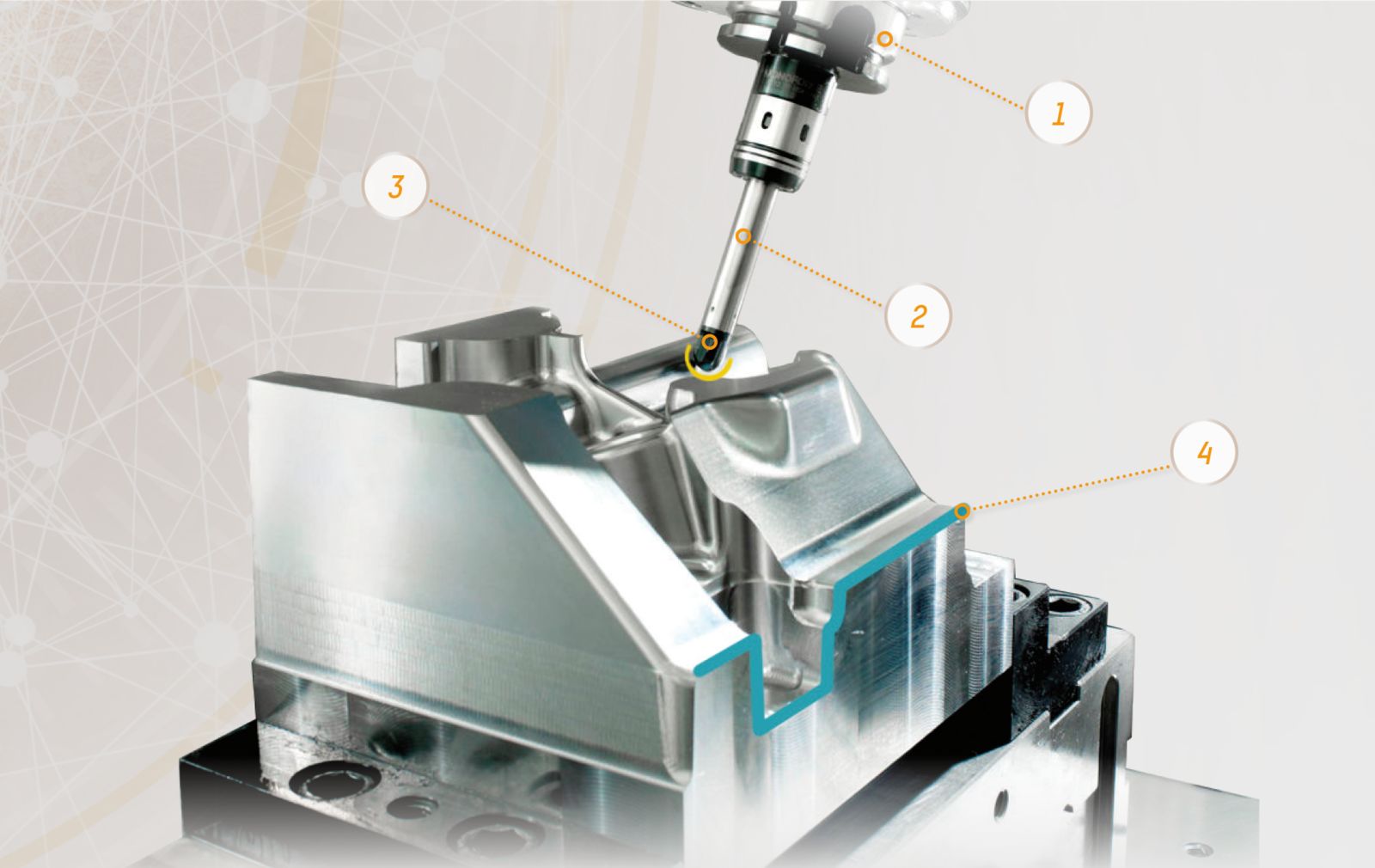
(1) | La rotation de l'outil d'usinage est contrôlée automatiquement par la fonction Broche |
|---|---|
(2) | La fonction Outils permet de gérer un nombre quelconque d'outils. |
(3) | Le contour CNC se programme indépendamment de l'outil utilisé. La fonction Correction de rayon d'outil le prend en compte automatiquement. |
(4) | Les segments de trajectoire générés, par exemple, par des systèmes CAO/FAO sont lissés automatiquement par la fonction Compresseur. |
Découpe de tôles
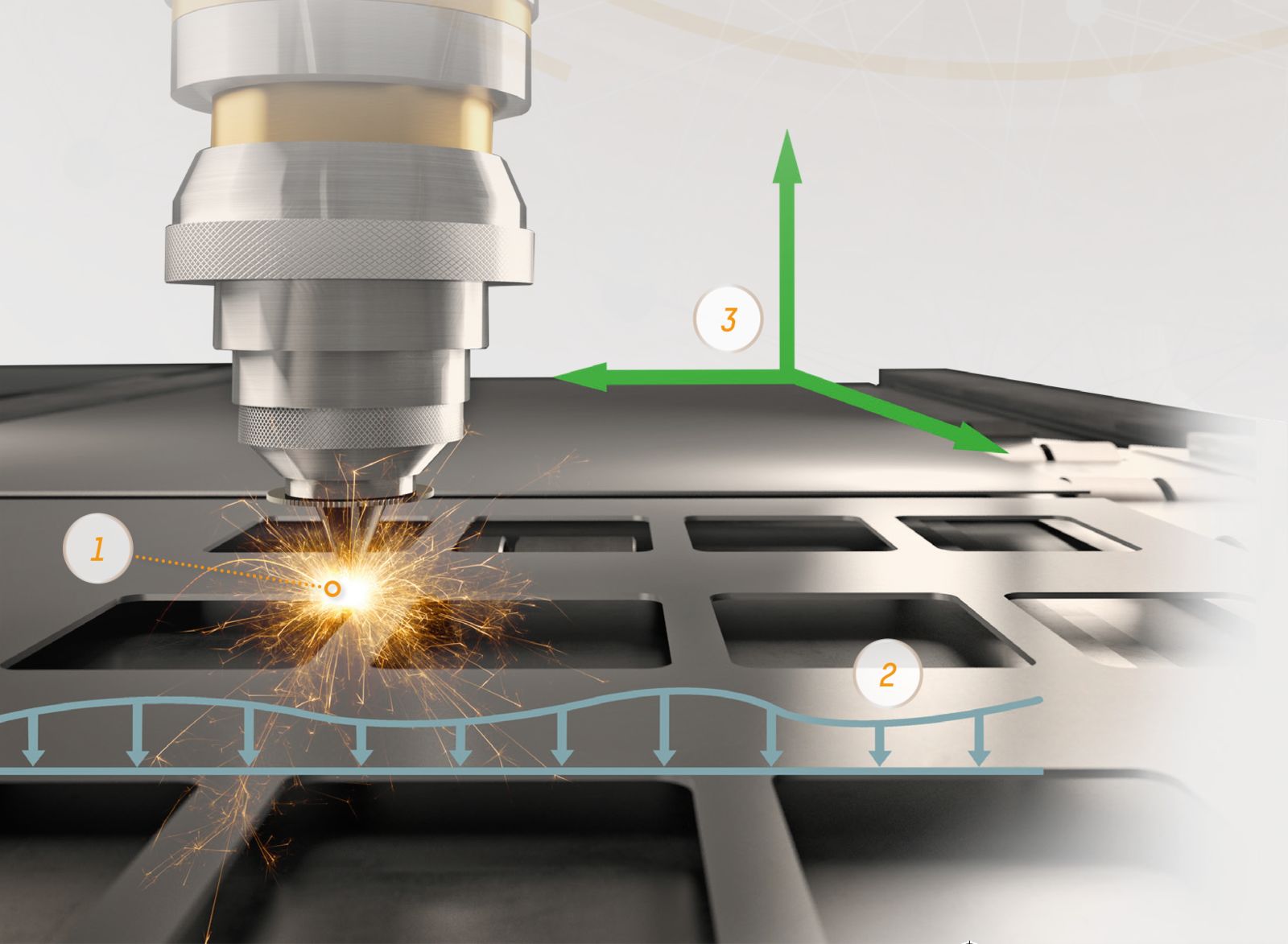
(1) | Les faisceaux laser peuvent être activés et désactivés avec une précision d'1µs pour réaliser des découpes de grande précision et à grande vitesse. |
|---|---|
(2) | Les déformations élastiques des pièces machine ou des pièces d'usinage peuvent être compensées automatiquement par la fonction de compensation géométrique. |
(3) | La fonction Frames permet de calculer les mouvements par rapport à différents systèmes de coordonnées. Il est ainsi possible d'assigner des systèmes de coordonnées séparés au support de la pièce d'usinage et à la machine CNC. La programmation du traitement de la pièce est ainsi simplifiée. |
mapp Services fait partie du framework logiciel mapp. Les composants modulaires et préprogrammés de ce framework réduisent considérablement l'effort de programmation pour le développement des applications d'automatisation. Ces composants intelligents communiquent automatiquement les uns avec les autres, allègeant ainsi encore plus le travail de programmation. L'offre mapp s'étend constamment. En savoir plus :
A propos de la Technologie mapp
